

Shougang Jingtang Company

- 1. experimental unit: Shougang Jingtang Company and Tangshan Heyuan Steel Pipe Co., Ltd.
- 2. experiment content: double-sided submerged arc welding experiment of stainless steel clad plate
- 3. test time: July 26, 2022
- 4. experimental site: Tangshan Heyuan Steel Pipe Co., Ltd.
- Participants in the 5. experiment: Shougang Technical Engineer Wang Fengwill (Doctor), Shougang Technical Engineer Wang Xiaoxia (Master),Shougang Liu LeiHeyuan General Manager Zhang Zhen, Heyuan Deputy General Manager Geng Yanfeng, Heyuan Technicaries Liu Longfei, Zhao Yi,Dong Shuqiang
- 6. welding process
Using 5 1mm thick Q235B 304 composite plate for double-sided submerged arc welding test, from welding assembly,The welding parameters (current, voltage, welding speed, etc.) and welding process were debugged and optimized, and the welding process was successfully completed.The pipe welding of 3 kinds of parameters composite pipe, the weld formation is good, no welding wear and porosity problems.
1. Welding test
Table 1 gives the process parameters of the welding test plate, in which the stainless steel side welding material is a 309 submerged arc of φ3.2mm.
Welding wire 601 flux, carbon steel side welding material is φ3.2mm 10Mn2 welding wire 101 flux. Figure 1 is a photograph of double-sided submerged arc welding.
Table 1 Process parameters of welding test plate
|
No. |
Stainless steel side |
Carbon steel side |
||||||||
|
No. |
Current/A |
Voltage/V |
Welding speed /mm/min |
Remarks |
No. |
Current/A |
Voltage/V |
Welding speed /mm/min |
Remarks |
|
|
1 |
1-2 |
340-360 |
34 |
800-850 |
Tail warped, broken arc |
2-1 |
460 |
34 |
800-850 |
Good |
|
2 |
1-3 |
Good |
2-2 |
480 |
Good |
|||||
|
3 |
1-1 |
Good |
2-3 |
500 |
Good |
|||||
2. Joint analysis
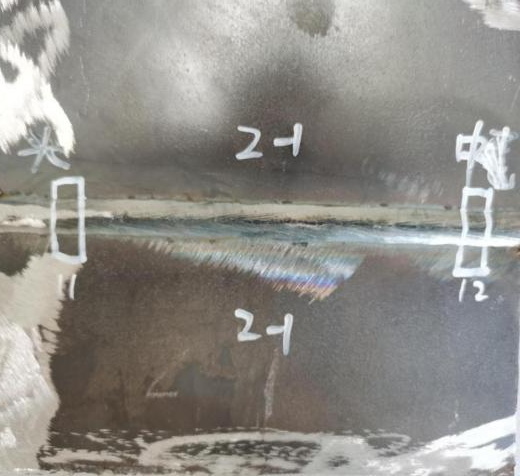
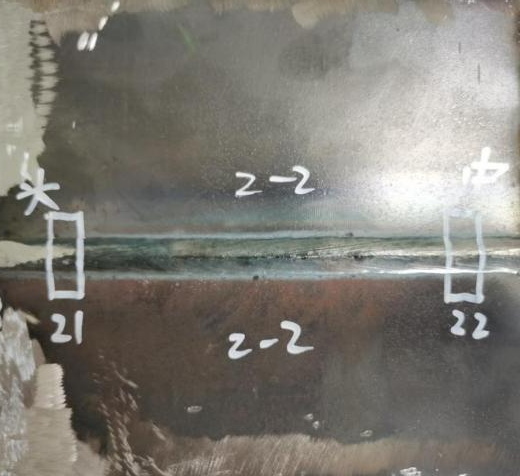
After welding, the appearance and cross-sectional metallographic examination of the three-plan test plate were carried out. Fig. 2 Three scheme weld beadMorphology, Figure 3 is a three-program weld cross-section gold phase, Figure 4 is a stainless steel weld phase tissue. Table 2 givesThe measurement results of the weld bead size are obtained.
Stainless steel side bead appearance Carbon steel side bead appearance
Fig. 1 Photo of double-sided submerged arc welding
Fig.2 Three scheme weld bead morphology
1# test plate
 |
 |
2# test plate
 |
 |
3# test plate
 |
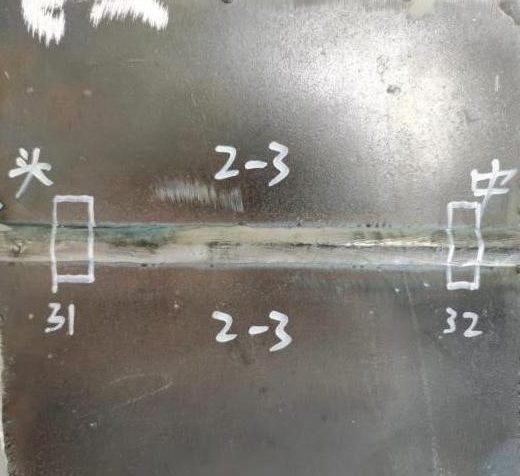 |
Table 2 Weld bead size measurement results/mm
|
No. |
Stainless Steel Weld bead depth |
Two weld beads Intersection Depth |
Carbon Steel Weld bead depth |
Stainless Steel Surplus height of weld bead |
Carbon Steel Surplus height of weld bead |
Stainless Steel weld bead penetration |
|
11 |
5.3 |
2.1 |
6.3 |
1.2 |
1.5 |
4.0 |
|
12 |
5.3 |
2.0 |
6.7 |
1.8 |
1.8 |
3.5 |
|
21 |
5.3 |
2.7 |
7.2 |
0.8 |
1.2 |
4.5 |
|
22 |
5.1 |
2.4 |
7.1 |
1.5 |
1.6 |
3.6 |
|
31 |
5.6 |
2.7 |
7.2 |
1.6 |
1.8 |
4.1 |
|
32 |
5.3 |
2.0 |
7.0 |
1.8 |
2.3 |
3.5 |
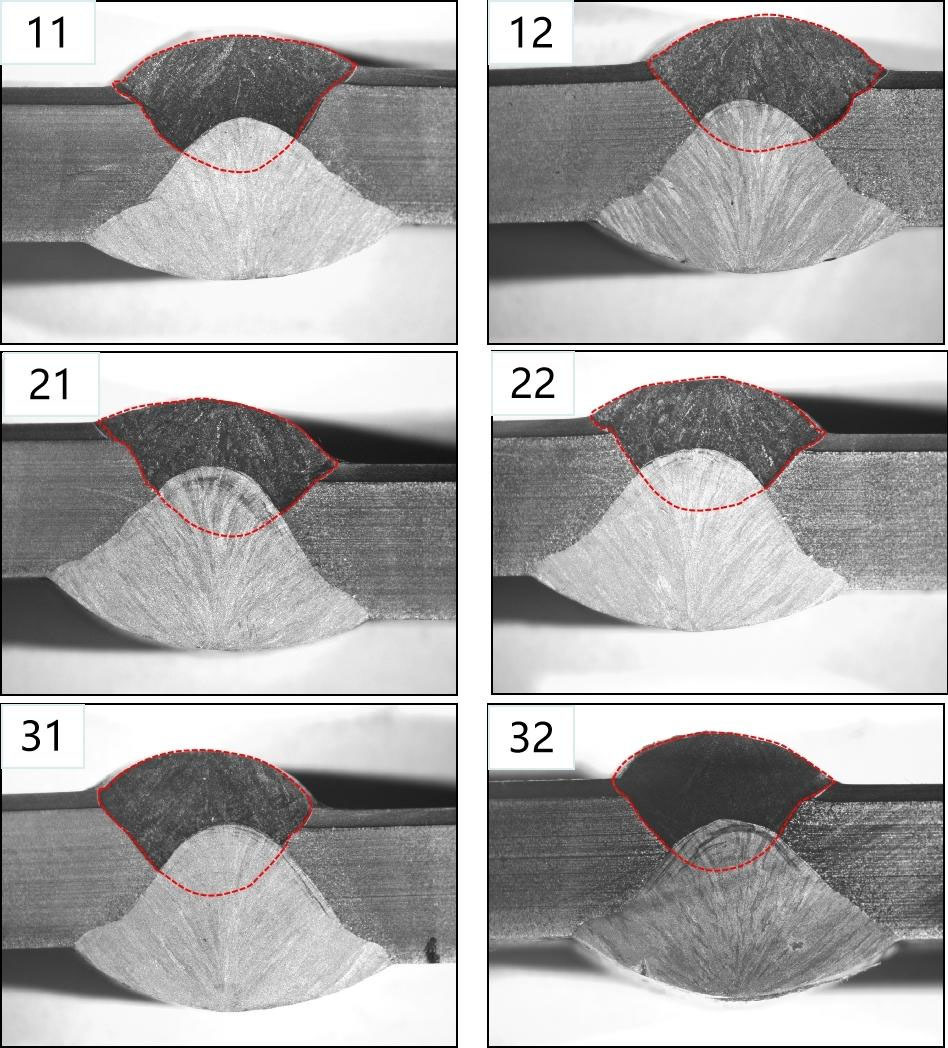
Fig. 3 Section metallographic phase of weld bead of scheme III
As can be seen from fig. 3, the weld beads intersect well under the three schemes, and the residual height of the two weld beads is moderate.
The observation of the gold phase organization of the stainless steel weld, the main element content of different positions of the welded joint was detected, Figure 4 is the gold phase organization of the stainless steel weld area, and Table 3 is the element content of different positions of the welded joint.
Table 3 Components of welded joints at different positions
|
Location |
C |
Si |
Mn |
Ni |
Cr |
|
304 layer |
0.035 |
0.44 |
1.02 |
8.17 |
17.68 |
|
Stainless steel weld bead |
0.084 |
0.20 |
0.94 |
6.16 |
11.04 |
|
Carbon steel weld bead |
0.12 |
0.46 |
0.67 |
0.84 |
1.56 |
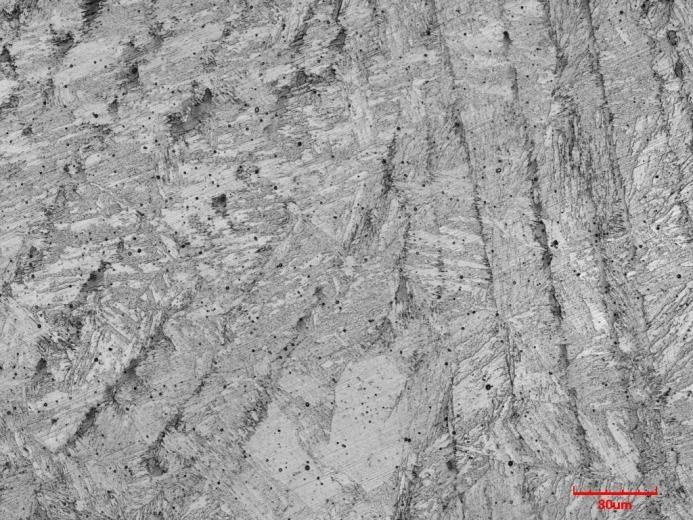
Fig.4 Metallographic structure of stainless steel weld zone
As can be seen from Table 3, the stainless steel weld bead is diluted by the carbon steel at the base layer. The content of Ni and Cr in the weld bead is lower than that of the clad 304 stainless steel. There is a priority corrosion risk in the later service, and the welding material needs to be adjusted. Figure 4 Stainless steel weld bead obtained martensite tissue, with typical stainless steel weld tissue (austenite plus a small amount of ferrite tissue)Different.
3. Summary
(1) The double-sided submerged arc welding process can realize the welding of 51mm thick composite plate, with a certain welding window;
(2) The size of the stainless steel bead in this test is moderate, and the welding speed can be appropriately increased to 900~1000 mm/min under the condition of excellent welding material processability;
(3) The weld size of carbon steel in this test is slightly larger, and the welding current can be reduced to 440A;
(4) The composition of Cr and Ni in the stainless steel weld bead obtained by 309 stainless steel welding wire is lower than that of the 304 clad layer, there is a risk of corrosion, and the welding material needs to be adjusted.
(5) The test plate welded last week is analyzed to prove that the fusion of the two welding beads is no problem.
Previous
Next
Tangshan Heyuan Steel Pipe Co., Ltd.
Address: No. 5, Jianye Street, Fengnan Coastal Industrial Zone, Tangshan City
Shi Liwei:+86-13780550274
Shi Liwei:+86-18733353888
zhang weigian:+86-18730586888
zhang weigian:+86-18244682668
Website:www.tshygg.com
Fengnan District Yingsheng Steel Market-Warehouse
Address: No.5, Phase 2, Yingsheng Steel Market, Fengnan District, Tangshan City
Cui Xinhua:+86-13031514692
Yin Yueweng:+86-18034259292
Yu Bo:+86-18931485888
chen jing:+86-18330547100
Fengrun District Lampe Warehouse-Warehouse
Address: No.9, Lampu Warehouse, Fengrun District, Tangshan City
Cui Xinhua:13031514692
Chen Jing:18330547100
Yang Luyao:+86-13363395522
Song Lina:+86-17330516550
Copyright © Tangshan Heyuan Steel Pipe Co., Ltd.